日本酒を造るにあたり、最も重要な要素が3つあります。
日本酒を造るにあたり、最も重要な要素が3つあります。
古来から「一に麹、二に酒母、三に造り」などと言われるように、麹、酒母、造りの3要素です。
それぞれの出来ぐあいの相乗効果によって、美味しい日本酒が生まれます。
ここでは、特に2つめの酒母について取り上げてみましょう。
酛造り
 酒母とは、蒸した米と麹、そして水を用いて優良な酵母を培養したもののことで、「酛」(もと)とも呼ばれます。
酒母とは、蒸した米と麹、そして水を用いて優良な酵母を培養したもののことで、「酛」(もと)とも呼ばれます。
培養される酵母によって、アルコール発酵が可能になります。
つまり酒母がうまくできるかによってお酒の出来が相当左右されることになります。
まさに「酛造り」はお酒を造る人にとって腕の見せ所というわけです。
酒母造り
 酒母の基本的な造り方は、まず「酛桶」(もとおけ)という桶に麹と水を入れて混ぜ合わせるところから始まります。
酒母の基本的な造り方は、まず「酛桶」(もとおけ)という桶に麹と水を入れて混ぜ合わせるところから始まります。
桶と言いますが現在ではタンクが使用されることがほとんどです。
麹と水がよく混ざったところへ、酒造りに用いられる少量の酵母と醸造用の乳酸を加えます。
次に、蒸したお米を投入して酒母造りの準備が完了します。
約2週間から1か月ほどで酵母が十分に培養されて酒母の完成となります。
なお、醸造用の乳酸が添加されるのには理由があります。
酒母造りにおいてはタンクの蓋は基本的に開いたままで発酵させるため、比較的容易に雑菌が侵入できる環境になります。
 空気中からタンク内に多くの雑菌や野生酵母が入り込んでくることになりますが、これらが繁殖してしまうと酒母はすぐに駄目になってしまいます。
空気中からタンク内に多くの雑菌や野生酵母が入り込んでくることになりますが、これらが繁殖してしまうと酒母はすぐに駄目になってしまいます。
そこで、これらの菌が繁殖しないようにするため、タンク内を酸性に保つことが不可欠です。
そのために乳酸を添加しているのです。
硝酸還元菌や乳酸菌によって乳酸を生成させることもあります。
こうして酸性に弱い雑菌は排除され、清酒酵母だけが増殖してゆく環境が作られています。
この酒母ですが、大きく分けて2種類に分類できます。
「速醸系酒母」と「生酛系酒母」のふたつです。
それぞれの違いと特徴を挙げてみましょう。
生酛系酒母
 生酛系酒母は江戸時代から用いられており、それぞれの酒蔵に自然に存在している乳酸菌を空気中から取り込んで乳酸を作らせる手法を「生酛造り」と呼んでいます。
生酛系酒母は江戸時代から用いられており、それぞれの酒蔵に自然に存在している乳酸菌を空気中から取り込んで乳酸を作らせる手法を「生酛造り」と呼んでいます。
この手法は、日本酒のみで行なわれている独特の培養法で、自然の力を利用して培養が行なわれます。
酒母造りの際に仕込まれた蒸米と麹と水の中では、硝酸還元菌が仕込み水中に含まれるわずかな硝酸塩を還元して亜硝酸を生成します。
同時に、麹などに付着している乳酸菌も自然に増殖してゆきます。
これらの乳酸菌が乳酸を生成し、亜硝酸と乳酸によって酒母は酸性になってゆきます。
こうして酸性にすることによって雑菌などの侵入が妨害されます。
こうして増えた乳酸菌は亜硝酸には比較的強いのですが、自ら生成した乳酸によって弱体化し減少してゆきます。
硝酸還元菌もやはり乳酸には弱いため、乳酸が増えるにしたがって死滅してゆき、亜硝酸も作られなくなります。
最終的には、酵母の造り出すアルコール分によって乳酸菌も死滅し、結果として酒母の中には多量の乳酸と清酒酵母だけが存在することになります。
このプロセスには比較的時間が必要で、実際に酒母が完成するまでには1か月を要する上、かなりの手間がかかることから、近年ではあまり用いられることが少なくなった造り方です。
それでも、科学技術がまだ発達していなかった江戸時代にこのような複雑な方法で微生物の働きをうまく利用していたというのは驚くべきことといえます。
この生酛系酒母を使用したお酒は、独特の味わいになるといわれています。
酸味が強く力強い、しっかりとした味わいになるため、手作りにこだわる酒蔵では今なお生酛造りを行なっているところもあります。
生酛造りをしたお酒は燗酒として優れた品質を有しており、お燗をすることでその旨味がさらに充実し飲み飽きずにいつまでも楽しめるようなお酒になります。
ぜひお試しください。
生酛造りの酒を選ぶ
- 北鹿【ほくしか】~伝統の「秋田流生酛仕込み」にこだわる酒造り~株式会社北鹿

- 大七【だいしち】~洞爺湖サミットにも提供された生酛造りと超扁平精米の銘酒~大七酒造株式会社
- 天吹【あまぶき】~花の中にすんでいた酵母で造った日本酒~天吹酒造合資会社
- 新政【あらまさ】~きょうかい6号酵母と木桶仕込みにこだわった酒造り~新政酒造株式会社
- 松竹梅~丹波杜氏の伝統技術と最新鋭の設備が融合~宝酒造株式会社
- 沢の鶴~※マークの由来!米屋が創業し丹波杜氏が灘の味を今に伝える銘酒と資料館~沢の鶴株式会社
- 菊正宗~本物にこだわり、生酛造り、うまい辛口酒を追求したキクマサの酒造り~菊正宗酒造株式会社-記念館




速醸系酒母
 速醸系酒母を使用した製法の歴史は比較的浅く、明治43年ごろに確立された近代的な手法です。
速醸系酒母を使用した製法の歴史は比較的浅く、明治43年ごろに確立された近代的な手法です。
その特徴は、仕込み水に醸造用の乳酸を加えて十分に混ぜ合わせた上で、掛け米と麹を投入して酵母を培養するところにあります。
乳酸と純粋培養酵母を大量に添加し、増殖させることで高い酵母純度が得られる製法です。
こうして造られた酒母は「速醸酛」(そくじょうもと)といい、「生酛」とは区別されています。
速醸系酒母は、乳酸を人工的に添加することにより雑菌の増殖を抑制するため、乳酸菌や硝酸還元菌は登場しません。
その結果、生酛系酒母とは異なり、気温にあまり影響されないことや、安定した品質が得られやすいといった利点があります。
さらに、培養期間も2週間ほどとかなり短く、時間も手間も大幅に軽減されます。
こうしたことから、現在では日本酒の95%以上がこの速醸酛を使用した酒造りをしているといわれています。
以上、「速醸系酒母」と「生酛系酒母」の違いと特徴について取り上げてみましたが、「生酛造り」には「山廃仕込み」という派生形が存在します。
山廃仕込み
 「山廃仕込み」は「生酛系酒母」から造られた生酛造りの派生で、生酛造りと同様に乳酸菌を育成する手法で仕込まれるものです。
「山廃仕込み」は「生酛系酒母」から造られた生酛造りの派生で、生酛造りと同様に乳酸菌を育成する手法で仕込まれるものです。
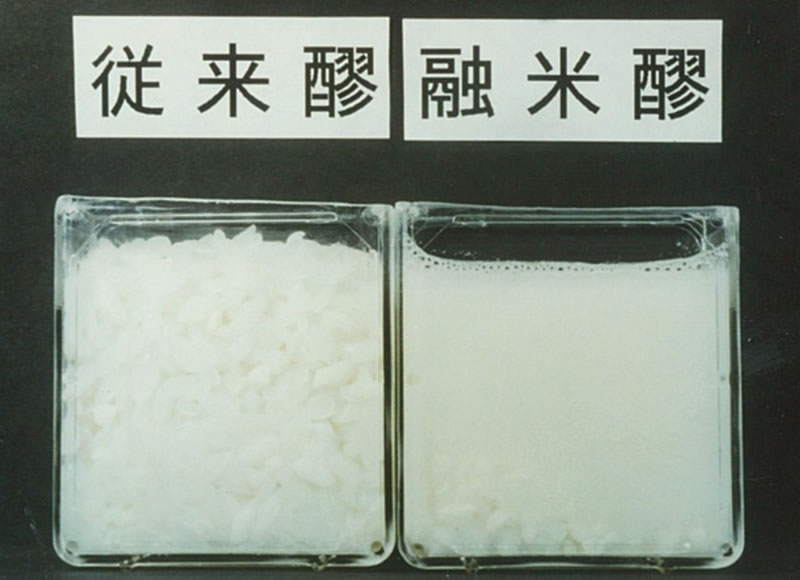
最大の違いは「山卸」(やまおろし)と呼ばれる作業を行なうか行なわないかにあります。
この「山卸」というのは、酒母を造る際に使用される半切りと呼ばれる浅い桶に入れる蒸したお米を、あらかじめ櫂(かい)と呼ばれる棒を使ってすり潰す作業のことです。
「手酛」という、冷やした蒸米と米こうじと仕込み水を混ぜたものを小分けして手で混ぜて仕込む工程を入れると、ほぼ丸1日、2時間から3時間おきに手で米をかき混ぜる重労働となります。
米を溶かす時間を早めるために行なわれるみの「山卸」という段階を踏んで仕込んでゆくのが「生酛造り」ということです。
「山廃仕込み」は、この「山卸」を廃止した酛造りのことで、「山廃」とは「山卸廃止酛」を略した呼び名です。
「山廃仕込み」では、「山卸」による工程をすべて麹に任せてしまうことになります。
麹にはお米のでんぷんを糖に変える働きがあり、そこで生成された糖を酵母が利用してアルコール発酵が起きて日本酒が出来上がってゆくのですが、この酵母が働きやすい酸性の環境を作り出すためのやり方が生酛造りであったわけで、基本的には麹と酵母が主役です。
1909年に国立醸造研究所で実施された実験では、山卸を行なった酒母と行なわなかった酒母の成分が比較されましたが、両者には成分の違いは見られませんでした。
こうした裏付けもあって、多くの蔵元では重労働であった山卸を行なわない「山廃仕込み」が採用されるようになってゆきました。
山廃仕込みの味わい
 それでは肝心の味のほうはどうなのかといえば、「山廃仕込み」のお酒も、乳酸菌を育てて乳酸を得る生酛系酒母ならではの、複雑な味わいや香味を継承した酒質になっています。
それでは肝心の味のほうはどうなのかといえば、「山廃仕込み」のお酒も、乳酸菌を育てて乳酸を得る生酛系酒母ならではの、複雑な味わいや香味を継承した酒質になっています。
燻製のような香りで、腰が強くコクがあって飲み飽きないことから人気のあるお酒です。
それでもやはり「生酛造り」のお酒とはいくらかその味わいに違いがあるようです。
科学的には両者の違いは今のところあまりはっきりとしてはいませんが、米をあらかじめすり潰す山卸の工程が加わることで酵母が活動する環境はかなり変わってきます。
これが生酛造り独特の香りや味わいにつながってくるのではないかと考えられています。
山廃仕込みの酒を選ぶ
- 天狗舞【てんぐまい】~琥珀色に澄みきった山廃の酒が看板~株式会社車多酒造
- 悦 凱陣【よろこびがいじん】~こんぴらさんが育んだ銘酒~有限会社丸尾本店
- 菊姫【きくひめ】~時代に関係なく美味しいと思った酒を造る~菊姫合資会社



酒母造りの違いによる日本酒の分類~生酛造りと山廃仕込み~まとめ
ここまでで酒母造りの違いによって日本酒を分類しましたが、実際にはその味の傾向は様々です。
同じ「山廃仕込み」であっても、蔵元や銘柄が違えば、さらには酒造年度が違えばその味はみな異なってきます。
このあたりが日本酒の懐の深さであり、楽しい部分でもあります。
「生酛造り」や「山廃仕込み」のお酒はそれほど多くはありませんが、速醸系酒母を使用したお酒とはまた違った強い個性を持つお酒です。
ぜひいろいろと飲み比べてみてください。