
 液化仕込みは、日本各地の酒造メーカーでも導入されている仕込み方法です。
液化仕込みは、日本各地の酒造メーカーでも導入されている仕込み方法です。
この仕込み方法には、少人数で仕込み作業ができることや、設備投資が少なくてすむことや、醸造に必要な敷地面積が縮小できるといった利点があります。
さらに、熱交換による熱回収の仕組みも同時に導入できるため、省エネルギーの面でもメリットのある技術です。
それでは、液化仕込みについて少し詳しく見てみましょう。
日本酒造りの特徴 ~並行複発酵~
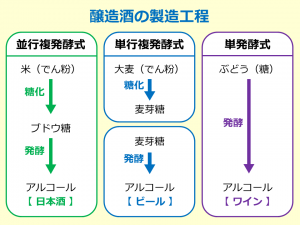 液化仕込みを理解するには、まず日本酒ができる仕組みから始める必要があります。
液化仕込みを理解するには、まず日本酒ができる仕組みから始める必要があります。
日本酒造りにおいては、伝統的に醪(もろみ)を仕込む際に蒸米が使用されてきました。
醪の内部で、この蒸米に含まれているでんぷんは麹(こうじ)に含まれている「アミラーゼ」という酵素の働きにより徐々にブドウ糖に分解されてゆきます。
この反応を「糖化」といいます。
醪の内部ではそれと同時に、酵母がブドウ糖を利用して発酵し、アルコール分を生み出してゆきます。
このようにふたつの作用が同時に行なわれることからこの発酵は「並行複発酵」と呼ばれています。
これが日本酒独特の伝統的な酒造りの特徴です。
→日本酒が生まれるまで~世界に類を見ない醸造方法と杜氏の仕事~
「液化型アミラーゼ」 と 「糖化型アミラーゼ」
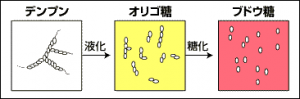 さて、でんぷんの化学構造を詳しく見てみると、いくつものブドウ糖が鎖のように連結した形になっています。
さて、でんぷんの化学構造を詳しく見てみると、いくつものブドウ糖が鎖のように連結した形になっています。
このでんぷんを分解するのが「アミラーゼ」という酵素ですが、じつはアミラーゼには2つの種類があります。
ひとつは「液化型アミラーゼ」、もうひとつは「糖化型アミラーゼ」で、それぞれ異なった働きをします。
まず「液化型アミラーゼ」がでんぷんを分解して、ブドウ糖が2個つながったマルトースから6個つながったマルトトライオースまでのいわゆる「オリゴ糖」を作り出します。
この作用の結果として、でんぷんの粘度が低下して液状化することから、「液化型アミラーゼ」と呼ばれています。
こうして、でんぷんがオリゴ糖へと分解されるわけですが、実は日本酒の酵母はオリゴ糖を利用することができません。
そこで活躍するのが「糖化型アミラーゼ」です。
この酵素が醪の中のオリゴ糖をブドウ糖ひとつひとつの単位にまで分解するのです。
そうしてできたブドウ糖を酵母が利用して発酵を行ない、アルコール分が生成されてゆくのです。
酒米から仕込み工程までを一気に行う
 このような並行複発酵のプロセスを踏まえて開発されたのが液化仕込みです。
このような並行複発酵のプロセスを踏まえて開発されたのが液化仕込みです。
この仕込み方法では、まず酒米を仕込み水と混ぜてミキサーで細かく砕いてつぶし、いきなり乳白状の液体にしてしまいます。
そこに耐熱性を持つ「液化型アミラーゼ」を加え、100℃ほどの高温まで瞬時に蒸気で熱することによって、わずか10分足らずで酒米に含まれるでんぷんはオリゴ糖の状態にまで分解されます。
これを冷却した後、麹や酒母を加えて発酵タンクへ仕込みます。
酒米を砕くところから仕込むところまでの工程を連続して一気に行なうことができるのが液化仕込みの特徴です。
こうして仕込まれた醪の内部では、麹の酵素「アミラーゼ」によるオリゴ糖からブドウ糖への分解および酵母によるアルコールへの発酵が同時に進行する、日本酒の特徴的な発酵が進んでゆきます。
正確な発酵管理を実現
 従来の手法では、原料となる酒米にその120%の量の仕込み水を加えて発酵させてゆきますが、このように水を十分に加えた醪であっても、仕込んでから一昼夜ほど経つと、水は全て蒸米に吸収されて膨らみ、醪は固まったような状態となります。
従来の手法では、原料となる酒米にその120%の量の仕込み水を加えて発酵させてゆきますが、このように水を十分に加えた醪であっても、仕込んでから一昼夜ほど経つと、水は全て蒸米に吸収されて膨らみ、醪は固まったような状態となります。
並行複発酵の過程が進むにつれてこの固まりはだんだんと液状化してゆきますが、仕込み初期の段階ではきちんと攪拌することはまず不可能です。
そのために醪の内部の温度が均一ではなくなり、発酵を正確にコントロールすることは相当難しいと言わざるを得ません。
時間が経って液化してきてからも、米の溶け具合を考慮に入れながら、細心の注意を払って発酵管理を行わなければなりません。
一方、液化仕込みにおいては、かなり精度の高い発酵管理が可能になります。
最初から酒米をどろどろに溶かした上で仕込むため、醪の初期段階から流動性が高く、発酵中の酒米の溶け具合を考慮する必要が無くなります。
加えて、発酵の全期間を通じて簡単に攪拌ができるため、全体の温度を容易に均一にすることができ、正確な発酵管理が実現します。
実際、発酵温度はプラスマイナス0.2℃という精密さで管理されています。
さらに、発酵の指標となる比重やアルコール分など、醪の成分や発酵温度をリアルタイムで自動的に測定することもできるようになっています。
日本酒のうま味をコントロールすることが可能
 このようなわけで、液化仕込みによってかなり幅広い酒質のお酒を製造することが容易になりました。
このようなわけで、液化仕込みによってかなり幅広い酒質のお酒を製造することが容易になりました。
液化する温度を変えれば、酒米に含まれるタンパク質の変性度合を変化させることができ、結果としてお酒に含まれるアミノ酸の量をコントロールすることが可能です。
酒米に含まれるたんぱく質は、麹の「プロテアーゼ」という酵素によってアミノ酸に分解されますが、このアミノ酸がお酒のうま味と深くかかわっています。
例えば高温で液化をすると、このアミノ酸の生成量は少なくなり、結果として「純米酒なのにあっさりタイプ」といったお酒が造れるのです。
もちろん、吟醸酒や純米酒などの特定名称酒を含め、消費者ニーズに合わせた多彩なお酒を醸造することもできます。
このような利点があるため、多くの大手メーカーが液化仕込みを導入しています。
いくつかご紹介しましょう。
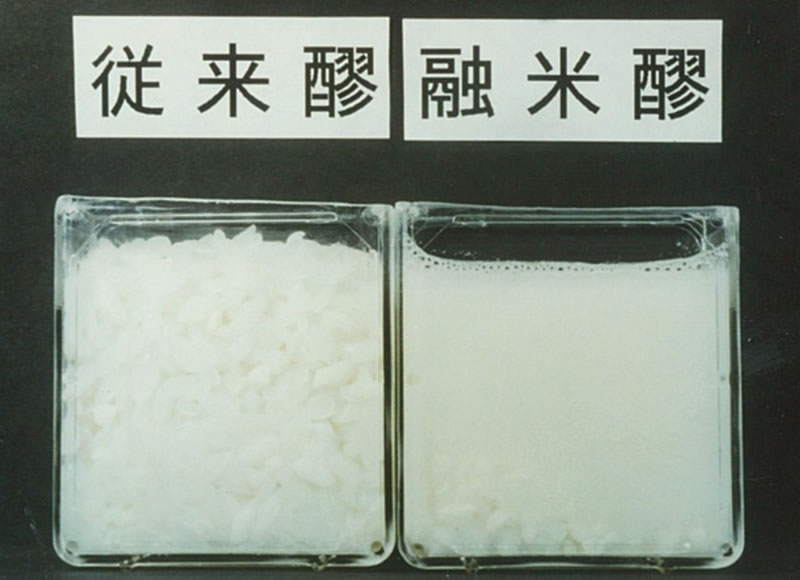
月桂冠株式会社 「融米造り」
 月桂冠株式会社では、「融米造り」(ゆうまいづくり)という醸造法を開発しています。
月桂冠株式会社では、「融米造り」(ゆうまいづくり)という醸造法を開発しています。
これは、酒米のでんぷんを酵素で液状化し、ブドウ糖の分子が数個つながったオリゴ糖の状態にまで分解しておいてから仕込む手法です。
精米・洗米・浸漬・水切りなどの前処理は従来通りの酒造りと全く同じですが、酒米を液状にする点だけが異なっています。
液化に4時間から6時間、冷却に一晩ほどかかる通常の液化仕込みとは異なり、融米造りにおいては、密閉されたライン上で、高温で短時間のうちに連続して液化と仕込みを行なうため、極めて衛生的で労力を抑え、かつ高品質の酒を造ることができるということです。
※写真や資料は月桂冠公式ホームページより転載、引用しています。
⇒ 月桂冠ホームページ 新規醸造技術「融米造り」(液化仕込み)
宝酒造株式会社 「焙炒造り」
 宝酒造株式会社では、「焙炒造り」(ばいしょうづくり)という醸造法を開発しています。
宝酒造株式会社では、「焙炒造り」(ばいしょうづくり)という醸造法を開発しています。
この手法も液化仕込みの一種で、原料となる酒米を精米し、精米されたお米に200℃から400℃ほどの高温の風を当ててから、麹や酵母と共にタンクに仕込むというものです。
こちらの手法においても、従来の伝統的な方法よりも容易に、かつ原材料や人件費などのコストを抑えて日本酒を造ることができます。
焙炒造りでは、通常の方法に比べて端麗辛口なお酒に仕上がります。
例えば、一般的な「豪快」の上撰・佳撰の日本酒度が+4なのに対し、「焙炒造り」の上撰・佳撰の日本酒度は+10となっています。
三千鶴酒造株式会社 「姫飯造り」
 三千鶴酒造株式会社では、「姫飯造り」(ひめいいづくり)という手法を用いています。
三千鶴酒造株式会社では、「姫飯造り」(ひめいいづくり)という手法を用いています。
この醸造法も液化仕込みの一種で、やはり、酒米を蒸すのではなく煮て液状にしてから発酵タンクに移して醸造するというものです。
当然のことながら原料米が原型をとどめている必要が無いので、割れていたり欠けていたりするお米であっても普通に酒造りが可能です。
今は行なわれていませんが、精米の際に発生した米粉でも酒造りができてしまうという、かなり経済性の高い手法です。
三千鶴酒造株式会社では過去に液化仕込みで造ったお酒を鑑評会に出品したことがあり、入賞こそしませんでしたが他社の出品酒の5分の1ほどの価格で販売できるお酒だったということです。
しかしながら、やろうと思えば特定名称酒の製造も可能で、例えば50%に磨いた山田錦を使用して純米大吟醸酒を造ることもできます。
お手ごろ価格で安定した味わいの日本酒造り
 全体的に見て「液化仕込み」という手法は、日本酒を近代的工業製品として捉えていることが大きな特徴といえます。
全体的に見て「液化仕込み」という手法は、日本酒を近代的工業製品として捉えていることが大きな特徴といえます。
最先端の設備で近代的な管理が行き届き、在庫状況を見ながら柔軟な生産が可能であり、原材料費や人件費をカットしながら手に取りやすい価格のお酒を市場に供給しているのです。
ちなみに、製造の過程で出る液化粕は「酒粕」として使用することができないため、産業廃棄物として処理されるということです。
追記:月桂冠株式会社 総務部の方からご指摘がありましたので追記させていただきます。
月桂冠では酒粕にならない液化粕を廃棄せず、肥料などで再利用しています。
「米から酒へ、酒から米へ」というように環境にも心を配った酒造りをされているようです。
液化仕込みの利点~日本酒のうま味をコントロールできるのか?~まとめ
これはこれで良いといえるのかもしれませんが、伝統的な日本酒の愛好家にとってはいささか寂しい状況でもあるようです。
「液化仕込み」で醸造されたお酒に対する評価はあまり芳しくなく、アミノ酸が少なく香りも薄いとか、品格やコシがないと言われることもあります。
機会があれば、ぜひご自分の舌でその違いを確かめてみてはいかがでしょうか。





“液化仕込みの利点~日本酒のうま味をコントロールできるのか?~” への1件のフィードバック