

ご存じの通り、日本酒の主原料はわたしたちにとってはなじみ深い米です。
しかし米からお酒を造るのは、実は容易なことではありません。
日本の風土と確かな技術があってはじめて飲むことができるのが日本酒なのです。
日本酒の独自性
 発酵してアルコール分を作るのは酵母の働きによるものですが、この酵母が分解するのは糖分です。
発酵してアルコール分を作るのは酵母の働きによるものですが、この酵母が分解するのは糖分です。
しかし米には糖分がほとんど含まれておらず、そのままでは発酵しません。
ワインであれば原料となる葡萄にかなりの糖分が含まれておりすぐに発酵の過程を始めることができますが、日本酒ではそうはいきません。
そのため、まずは米麹を仕込み、この麹に含まれている酵素の働きによって米のでんぷん質を糖に変化させる糖化という工程を経ることが必要になるのです。
日本酒の独自性はこれだけではありません。
ビールの場合は糖化と発酵の工程をそれぞれ別々のタンクで行ないますが、日本酒の場合は最初から同じタンクの中で糖化と発酵が同時に行なわれます。
これは世界に類を見ない醸造方法です。
このようなわけで、品質の良い日本酒を醸造するためには、自然の適切な気候や環境に加え、高度な技術が要求されているのです。
日本酒の種類については「日本酒の種類は9つに分かれる」を参照。
では、米が日本酒としてわたしたちの手元に届くまでの工程を順に見ていきましょう。
酒米の調達
 日本酒造りは、それに適した品種である酒米を調達することから始まります。
日本酒造りは、それに適した品種である酒米を調達することから始まります。
ほとんどの場合は契約農家などから買い付けますが、酒蔵の中には幻の米を復活させようというこだわりを持って米作りから始めるところもあります。
収穫後脱穀してもみ殻を取り除いたものが玄米ですが、この状態では脂質やたんぱく質からなる糠の層で表面が覆われており、そのままでは雑味となるため、さらに加工が必要です。
精米
 酒米の玄米を専用の精米機で磨き上げます。
酒米の玄米を専用の精米機で磨き上げます。
実際には削り取っているのですが、酒造りの世界ではこれを磨くと言います。
この工程により、雑味の元となる脂質やたんぱく質が取り除かれ、純粋なデンプン質が多く含まれている心白と呼ばれる中心部だけを残すのです。
この工程で、どの程度削ったかを示すのが精米歩合です。
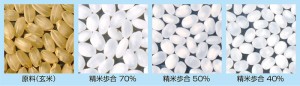
例えば精米歩合60%では、酒米の外側の40%が削られていることになります。
当然のことですが、米は削れば削るほど大きさが小さくなり砕けやすくなります。
そのため、精米歩合が大きくなる場合には特に時間をかけて丁寧に精米しなければなりません。
精米歩合70%まで磨くのに半日から1日、50%以下の大吟醸酒用では3日から4日ほどかかることもあります。
このようにして丁寧に精米することで、雑味のない上質な日本酒への第一歩を踏み出すのです。
枯らし
 精米すると熱で水分が飛んでしまいますので、米の状態を整えるために一定の期間、そのままの状態で保管されます。
精米すると熱で水分が飛んでしまいますので、米の状態を整えるために一定の期間、そのままの状態で保管されます。
この期間は枯らしと呼ばれています。
枯らしが終わると次の工程に進むことができます。
洗米と浸漬【しんせき】
 精米後の米には細かい糠やコメの屑が付着していますので、それを取り除くために洗います。
精米後の米には細かい糠やコメの屑が付着していますので、それを取り除くために洗います。
専用の精米機が使われることがほとんどですが、精米歩合が小さくなるほど米が柔らかく砕けやすいため、そのような場合にはザルなどを使って手作業で行われます。
米同士の摩擦による精米効果もあり、洗米は第二の精米と呼ばれることもあります。
 精米後は浸漬という工程に入ります。
精米後は浸漬という工程に入ります。
これは米にちょうどよい程度の水分を吸わせるためのものです。
米を蒸し上げた時に最高の状態になるように、米に吸わせる水の量をコントロールします。
精米歩合が小さいほど吸水性が高くなるので、その時間は精米歩合によって異なることになります。
この工程が蒸米のできぐあいを左右するため、ストップウォッチで計測しながら緻密に吸水量が管理されています。
蒸米【じょうまい】
 米を蒸し上げる工程です。
米を蒸し上げる工程です。
こしきと呼ばれる大型のせいろの中に米を入れ、強い蒸気で1時間以上かけて行ないます。
こうして蒸し上げることで米に含まれるでんぷん質がアルファ化(糊化ともいいます)し、麹の酵素が働きやすい状態になります。
ですから蒸米は発酵がうまくいくかどうかを左右する重要な工程です。
麹造り【こうじづくり】
昔から「一麹、二酛、三造り」と言われ、酒造りで最も重要とされているのが麹造りです。
蒸米に麹菌を繁殖させたものが麹で、麹室に運んだ蒸米に麹菌をふりかけ、手で広げてかき混ぜほぐすようにしながら二昼夜余りの時間をかけて造っていきます。
麹菌が繁殖すると麹の中に酵素が生産されます。
この酵素には米のデンプンを分解して糖分を造る働きがあり、こうしてできた糖分を酵母が食べてアルコールとなるのです。
酒母造り【しゅぼづくり】/酛造り【もとづくり】
 酒母造りは酛造りとも呼ばれ、優良で丈夫な酵母を培養する工程です。
酒母造りは酛造りとも呼ばれ、優良で丈夫な酵母を培養する工程です。
この工程では乳酸が重要な役割を果たしているのですが、生酛系と速醸系のどちらかの手法で乳酸を活用しています。
生酛系は昔ながらの手法で、天然の乳酸を取り込むため、時間はかかりますがうま味や酸味が乗ったお酒が出来上がります。
もうひとつの手法である速酸系は、江田鎌治郎という人が開発した方法で、麹、酵母、蒸米、水に乳酸を添加することで数週間という短期間で安全かつ確実に酛を造ることができ、明治時代以降の主流となっています。
この工程ではタンクに水と乳酸と麹を入れて水麹を造り、そこに酵母と蒸米を入れます。
タンク内では溶け出した麹の糖化酵素の働きで蒸米のでんぷん質が糖分に変化し、その糖分を酵母が食べて増殖していく顕微鏡的な過程が進行しているのです。
ここまできてようやく、仕込みの前の重要な準備工程が終わることになります。
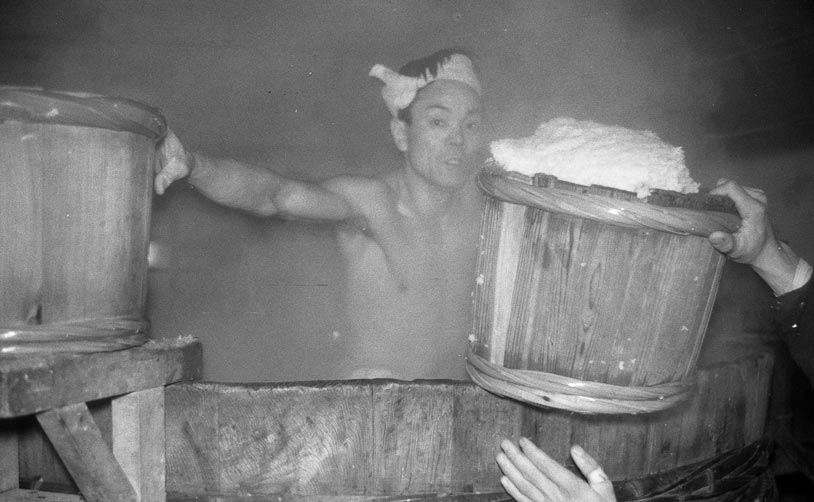
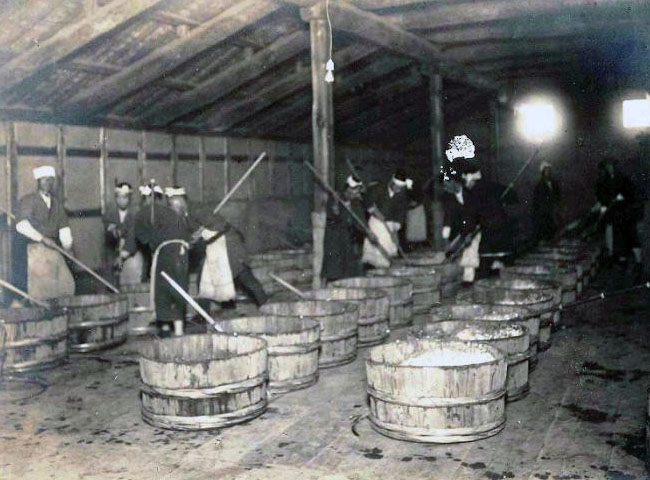
醪造り【もろみづくり】/仕込み
 ここからが本番の仕込みです。
ここからが本番の仕込みです。
蒸米、麹、酒母の準備が整い、醪による発酵の工程へと進んでゆきます。
醪とは、発酵タンクに酒母を土台にして麹、水、蒸米を仕込んだもののことを言います。
この発酵タンクの中で日本酒の大きな特徴となっている、糖化と発酵が同時に行なわれることになります。
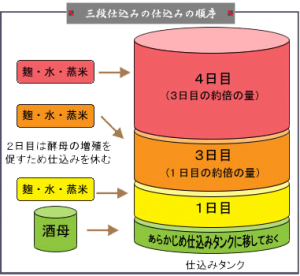 醪は一度に全量を仕込まず、4日間をかけて3回に分けて仕込まれます。
醪は一度に全量を仕込まず、4日間をかけて3回に分けて仕込まれます。
これが三段仕込みで、それぞれの段階は初添、仲添、留添と呼ばれています。
3回に分けるのにも明確な理由があります。
基本的に日本酒はタンクの蓋を開けた状態で発酵させるため、雑菌が増殖する危険性を常にはらんでいます。
もし一度にすべての原料を入れてしまうなら、酸性が薄まってしまい、雑菌の入る余地を与えてしまうことになります。
それで、酸性を保つよう3回に分けて徐々に仕込み量を増やしていくのです。
その後、泡の状態で発酵の進み具合を確認しながら2週間から4週間ほど発酵させてゆきます。
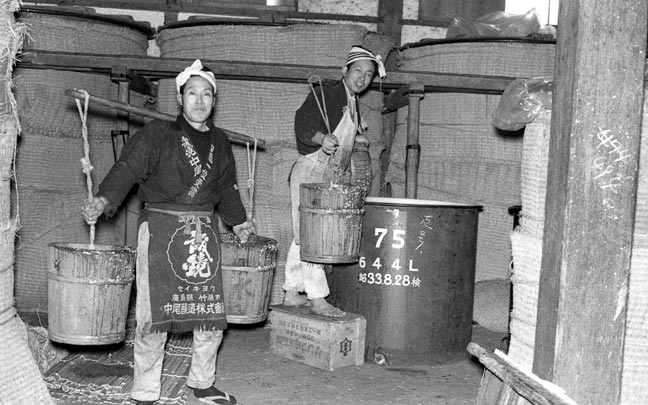
上槽【じょうそう】
 上槽は搾りともいい、醪を詰めた袋に圧力をかけて原酒と酒粕に分離する工程のことです。
上槽は搾りともいい、醪を詰めた袋に圧力をかけて原酒と酒粕に分離する工程のことです。
醪が十分に発酵を完了したと判断されると、アルコール濃度や香味の調和を見ながら温度を少しずつ下げ、搾っていきます。
温度を低く保ち、過度に圧力を掛けすぎないように注意を払いながら作業が進められます。
 現在、この工程は機械によって行なわれるのが一般的です。
現在、この工程は機械によって行なわれるのが一般的です。
ちなみに、搾って出てくるお酒の最初の部分は「責め」と呼ばれます。
この工程のどの部分のお酒をとるかによって酒質はかなり変わります。
上槽の工程を経てできたお酒は一般に原酒と呼ばれます。
滓引き【おりびき】
滓引きは、雑味を取り除くための作業です。
抽出された原酒をタンクに入れ、10日間ほど暗所で低温保存し静置します。
すると、タンクの底には滓と呼ばれる物質が沈殿します。
こうして分離したところで、原酒の上澄みだけを抽出するのです。
濾過【ろか】
滓引きした原酒の上澄みをフィルターに通して濾過します。
フィルターとしては活性炭などが用いられ、さらに細かい固形物や細菌、雑味などを取り除きます。
最近では、風味を損なわないように、あまりやり過ぎずシンプルな濾過をするところが増えています。
火入れ【ひいれ】
搾りたてのお酒は非常に新鮮で美味しいものですが、時間が経つと発酵がさらに進んで変質する恐れがあります。
これは、お酒に含まれている酵素や酵母の活動が停止していないためです。
この変質を防ぐために、60~70℃の熱を加え、殺菌と同時に酵素の働きを止めるのです。
この工程が火入れで、普通は貯蔵前と瓶詰め前の2回行なわれます。
中には一度も火を入れずに出荷される酒もあり、それらは「生酒」と呼ばれます。
貯蔵【ちょぞう】
10~20℃で静かに貯蔵することにより、日本酒を熟成させる工程です。
熟成の期間はお酒によってさまざまですが、こうして寝かせることで角が取れて味にうまみやキレが出てきます。
割水【わりみず】
 割水は、加水ともいいます。
割水は、加水ともいいます。
原酒の状態ではアルコール度数は20度前後になっていますので、市販の規格に合わせるために水を加えて度数を調整します。
15度程度が一般的です。
ここで加える水の質は間違いなく重要です。
日本でないと旨い酒が造れないといわれるのは、日本の良質な水事情によるものともいえます。
この工程でも、水を用いて香りや味が調整されることになります。
瓶詰めと出荷
 最後に瓶詰めをしてようやく出荷となります。
最後に瓶詰めをしてようやく出荷となります。
中には長期熟成酒として瓶に詰めた状態でさらに寝かせるものもあります。
普通酒などの場合は、瓶詰めした後に再度火入れすることにより、さらなる品質の安定が図られます。
まとめ
 酒米から日本酒が生まれるまでの工程をざっと見てきましたが、日本の風土と確かな技術があってこその日本酒であるということがよくわかるのではないでしょうか。
酒米から日本酒が生まれるまでの工程をざっと見てきましたが、日本の風土と確かな技術があってこその日本酒であるということがよくわかるのではないでしょうか。
酒造技術を支える杜氏については「日本三大杜氏」の項を参照。
伝統的であるだけでなく、世界に類を見ないユニークなお酒である日本酒をこれからも愛でてゆきたいものです。
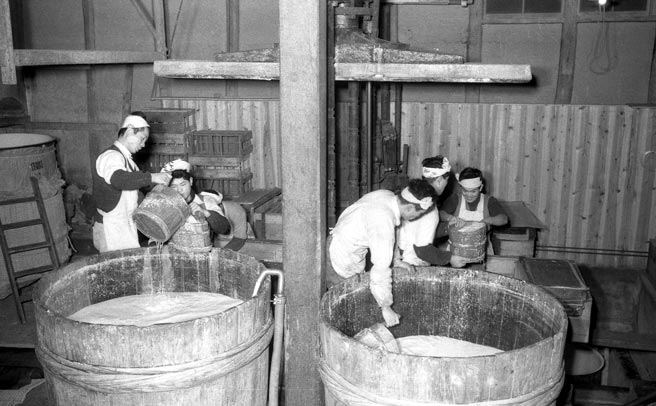
写真資料
中尾醸造株式会社ウェブサイトより





